









Bonjour amelyfred,
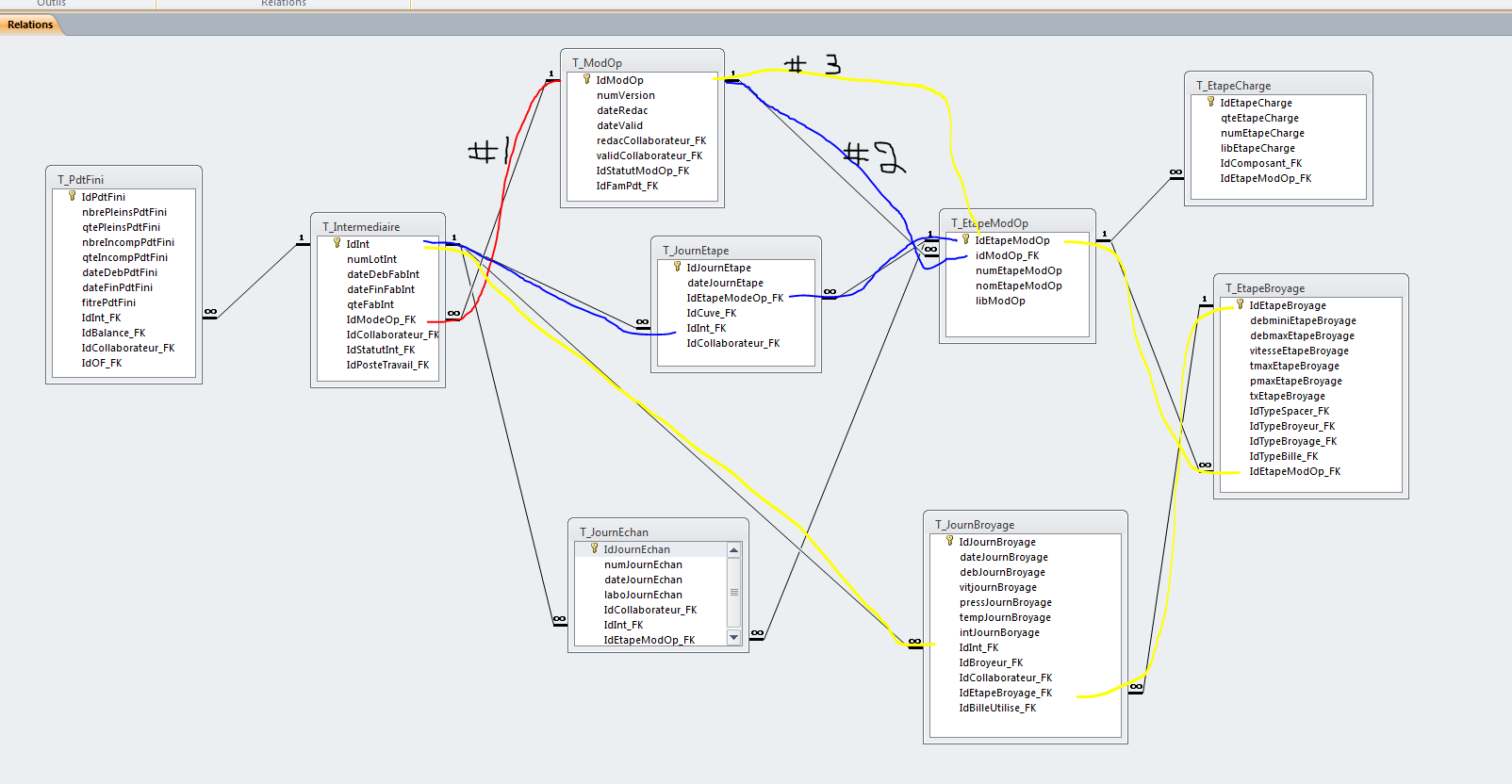
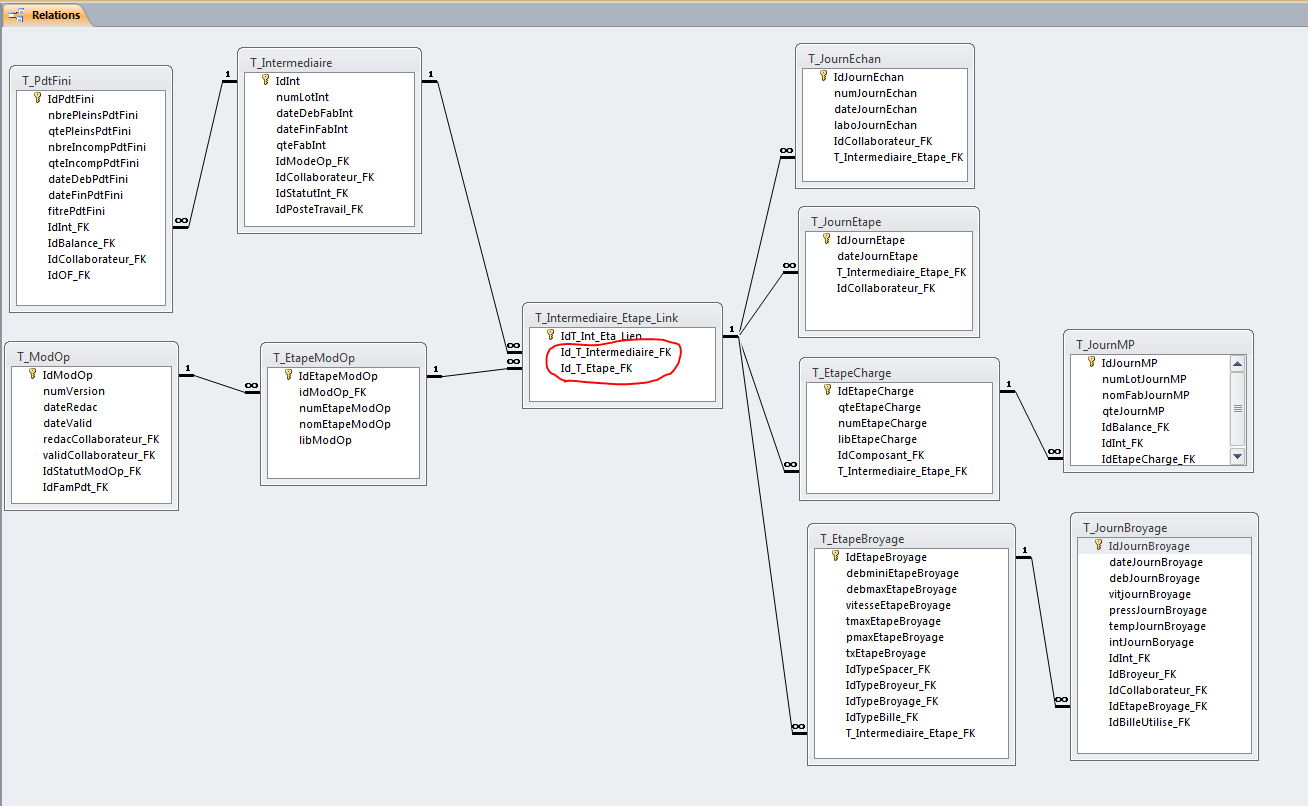
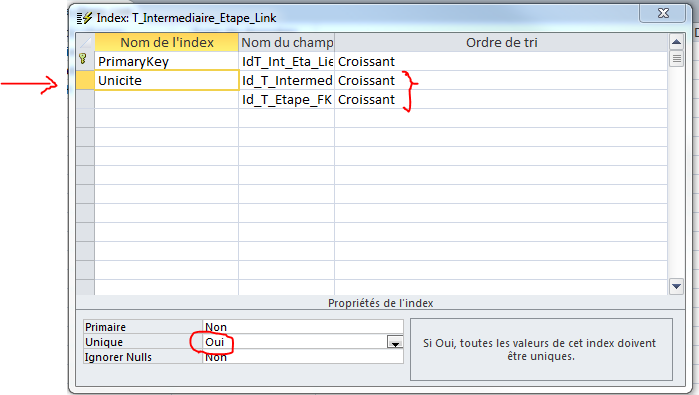
Pas avec cette structure. Tu peux faire en sorte de ne pouvoir saisir que l'un ou l'autre avec du code (dans formulaire) ou trigger (dans la table). Tu dois cependant absolument identifier la provenance du numéro qui va faire le lien, c'est pour cela qu'il y a 2 champs.

 Répondre avec citation
Répondre avec citation

 Peut-être.
Peut-être.

Partager